
Döküm tanım olarak ergimiş sıvı metalin veya alaşımın üretilmek istenen parçanın kalıbına bir boşluktan dökülerek sıvı metalin katılaşmasıyla parça elde etme yöntemine döküm denir.Döküm işlemi dört ana başlıktan oluşmaktadır;
- Model Yapmak
- Maça Yapmak
- Kalıp Yapmak
- Elde Edilen Döküm Parçasını Temizlemek
Metal Kalıba ( kokil kalıp) Döküm Nedir?
Metal kalıba döküm işlemi ergitilmiş metalin çelikten yapılmış bir kalıba dökülerek elde edilen imalat yöntemidir.Metal kalıba döküm yöntemi genellikle seri üretim istenen parçalar için kullanılmaktadır.Oldukça pahalı bir yöntemdir normal kum kalıplara göre.Kalıp malzemesi özel çeliklerden veya dökme demirlerden meydana gelir.Metal kalıba dökümde elde edilen ürünün kalitesi kum kalıba göre çok daha iyidir.
Basınçlı Döküm Nedir?
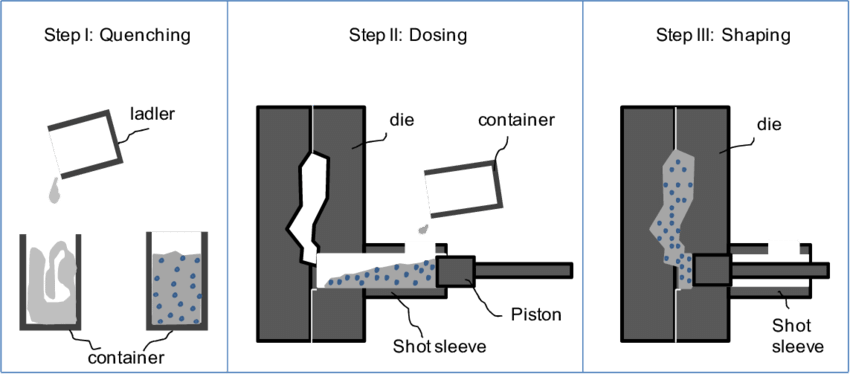
Basınçlı döküm, metalden yapılmış bir kalıba yani kokil kalıba yüksek basınçta sıvı metalin enjekte edilmesiyle elde edilen bir imalat yöntemidir.Basınçlı dökümde katılaşma safhası boyunca basınç uygulanır.Basınçlı döküm yöntemiyle çok karmaşık parçacıklar rahatlıkla dökülebilir, ince cidarlı parçalar yada hassas parçalar kolaylıkla üretilebilir.Basınçlı döküm seri üretim yöntemlerine girer ve saatte 100 – 800 adet parça üretilebilir, enjeksiyon döküm makinesi 10 – 80 atmosfer basınç uygular.Basınçlı döküm yöntemiyle elde edilen parçalarda talaşlı işlemeye gereksinim yoktur, yüzey kalitesi oldukça güzeldir.Hızlı soğuma gösterdiği için elde edilen parçaların mukavemeti yüksektir.Basınçlı dökümde erime sıcaklığı en fazla 1000 °C olan malzemeler dökülebilir, çünkü bu yöntemde kullanılan metal kalıbında bir erime sıcaklığı vardır.Çok adetli üretimler için en geçerli döküm yöntemidir.
Savurma (Santrifüj) Döküm Nedir?
Döküm yöntemleri içinde bir başka yöntem ise santrifüj yani savurma döküm yöntemidir, bu yöntemde erimiş metal, bir eksen etrafında döndürülen kalıplara dökülerek biçimlendirilir.Döndürme etkisiyle oluşan merkezkaç kuvveti sonucu eriyik, kalıp cidarına homojen olarak dağılır, yine merkez kaç kuvvetinin etkisiyle sıvı metal içerisinde bulunan cüruf ve yabancı maddeler dönme eksenine doğru sürüklenir ve böylece santrifüj yani savurma döküm yönteminde üretilen parça yüzeyleri gözeneksiz, temiz ve ince taneli olarak elde edilir.
Model Yapımında Dikkat Edilecek Parametreler
- Çekme Payı: Kalıba dökülmüş sıvı metal katılaşırken bir miktar çeker ve döküm parçasının boyutları bu çekme miktarı kadar değişir, bu yüzden model yapımında eriyik malzemenin cinsine göre çekme payı hesaplanarak büyük yapılmalı, çekme payları ise dökme demir için %1 dökme çelik için %2 ve demir olmayan malzemeler için %1-2 alınabilir.
- İşleme Payı: Parça resimlerinde ki ölçüler parçaların işlenmiş şekillerine göre verilir.Kum kalıba dökülerek elde edilen parçalarda mutlaka talaş kaldırma işlemi kullanır, bu yüzden modeller işleme payı kadar büyük yapılır.Çekme payı fazla olduğunda talaşlı işleme uzun sürer, az verildiğinde ise malzeme kurtarmayabilir bu yüzden en uygun işleme payı verilmelidir.(DÇ 2-3 mm, DO 3-5 mm)
Model Yapımında Kullanılan Malzemeler
Model yapımında 3 tür malzeme kullanılır bunlar;
- Seramik model: Genel olarak basit şekilli ve az sayıda üretimi olacak olan parçalarda kullanılır genellikle alçıdan yapılır.
- Ağaç model: Çok sık kullanılan bir model türüdür, kullanılacak olan ağaç türü kuru, sert ve dayanıklı olmalıdır.Bu yüzden genellikle çam, gürgen ve ıhlamur kullanılır.Ağaç modellerde dikkat edilmesi gereken husus kesinlikle nem almamalıdırlar.Büyük ağaç modellerinin için boştur.
- Metal model: Seri üretim veya modelin uzun süreli kullanımı gibi durumlarda kullanılan model malzemesidir, metal modeller yapılmadan önce ağaçtan modelleri yapılır daha sonra metal modelleri yapılır.Bu işlem yapılırken ağaç modelin çekme payı ve metalin çekme payı göz önünde bulundurulmalıdır.En çok kullanılan metal model malzemeleri ise dökme demir, bronz ve alüminyumdur.
Döküm ve model üzerine giriş yazımızı tamamlamış bulunmaktayız.Bir sonraki yazımızda maça nasıl yapılır ve özellikleri hakkında olacaktır.Döküm alanında oldukça ün yapmış firmalar bulunmaktadır, bunlar;
Levent Döküm, Pınar Döküm, Teknik Döküm, İstanbul Döküm, Anadolu Döküm, Konya Döküm, Elba Basınçlı Döküm, Döksan Döküm, Pırlanta Döküm gibi firmalardır.
Yüksek Basınçlı Döküm Nedir
Dökümcülükte kullanılan kokil sürekli kalıplarda döküm işlemi gerçekleştirilir.Yüksek basınçlı döküm yönteminde ise, kokil dökümde ki yerçekiminin etkisiyle olan döküm yerine hidrolik pistonlarla elde edilen basınç ile eriyik kalıplara dökülür.
Yüksek basınçlı döküm sisteminin avantajlarına bakarsak;
- İlk olarak karmaşık şekilli parçalar kolaylıkla üretilebiliyor, aynı kalıpta ve çoklu sayıda hızlı bir üretim gerçekleştiği için maliyetler azalmaktadır.
- Eriyik malzeme kalıba basınçla doldurulduğu için ince cidarlı ve keskin kenarlı parçalar kolaylıkla üretilebilmektedir.
- Yüksek basınçlı dökümde yüzey işlemi ya çok az yada hiç gerekmeyebilir.
- Daha ince kesitlerde malzeme dökülebilmesi mümkün olduğu için malzemeden tasarruf edilmektedir.
- Alüminyum ve alüminyum alaşımları yüksek basınçla döküm yöntemiyle üretildiklerinde, normal döküm yöntemine göre daha yüksek mekanik özellikler kazanmaktadır.
- Geniş bir dökülebilir parça aralığına sahiptirler.
Her yöntemin avantajı olduğu gibi dezavantajları da vardır;
- Yüksek basınçlı dökümde dökülebilir parça ağırlıkları malesef döküm tezgahının boyutlarıyla sınırlanmaktadır.
- Dökülecek parçanın kalıp tasarımında yolluk ve hava boşlukları oldukça önem arzetmektedir.Yanlış tasarım sonucu boşluklu yapılar elde edilebilir yada dolum ve katılaşma istenen düzeyde ve hızda olmayabilir.
- Yüksek basınç döküm tezgahı oldukça pahalıdır, hidrolik olduğu için hidrolik pres makinesi gibi yüksek fiyatlarda bir ilk yatırıma sahiptir.
- Her malzeme bu yöntemle dökülemez, ergime sıcaklıkları Bakır ve Bakır Alaşımlarından yüksek olan malzemeler bu yöntemle dökülemezler.
- Yüksek basınçla dökümde kullanılan kalıplar çelik olduğu için 980 Santigrat dereceye kadar olan eriyik malzemeler dökülebilmektedir.
Yüksek basınçlı döküm yönteminde kullanılan kalıp ve enjeksiyon sistemi çelikten olduğu için genel olarak 4 ana metal ve alaşımları dökülebilmektedir.Bunlar, alüminyum ve alaşımları, bakır ve alaşımları, magnezyum ve çinkodur.
Yüksek basınçlı döküm yönteminde üretilen parçaların kaliteli olması için gerekli şartlardan biride kalıp konstrüksiyonudur.Yüksek basınç ve sıcaklıkta kalıp malzemesi, çarpılma, kırılma, ısıl yorulma, korozyon, erozyon gibi bir çok sorunla karşı karşıya gelebilmektedir.Bu sorunlardan kurtulmak için kalıp malzemesinin homojen yapıda olması gerekir.Kolay işlenebilir özellikte olması gerekir, ısıl gerilmelere karşı yüksek dayanımda olması gerekmektedir, ayrıca çok düşük oranda ısıl genleşme katsayısı olmalıdır ki, yüksek basınçlı döküm parçalarımız sağlıklı üretilebilsin.
Yüksek basınçlı dökümde iyi bir tasarım olmazsa bir çok sorunla karşılaşabilir, bunlardan biri olan gaz boşlukları görüldüğünde yapmamız gereken eriyikte ve kalıbın kendisinde bulunan gazların kalıbı kolayca terkedebilmesi için gaz tahliye boşlukları vermeliyiz.
Yine yüksek basınçlı döküm yönteminde sıkça görülen sorunlardan biride soğuk birleşme problemidir.Bu olayın sebebi daha önceden katılaşmış bölgeler ile sıcak eriyikin arasında kalan oksit tabakası sonucu meydana gelen problemdir.Bu tür bir problemde dikkat edilmesi gereken noktalar ise eriyikin kesikli dökülmüş olması, akışkanlığının belirli düzeyde olmaması, besleme kanallarının yetersizliği, cidarların ince oluşu gibi sebepler araştırılmalıdır.
Asıl mesleği makine mühendisi olan Emre Seymenler, sahip olduğu bir çok internet sitesi üzerinde de zaman buldukça yazılar yazmaktadır. Arama motoru optimizasyonu konusunda bir çok firma ve kuruluşa hizmet veren Emre Seymenler, seo hizmeti verdiği firması olan Prusa Mühendislik internet sitesinde ise iş ekipmanlarının periyodik kontrolü üzerine yazılar yazmaktadır.Endüstri.io sitesinde endüstriyel alanlara yönelmektedir.